CNC-Mill, CNC-Plasma, Laser and 3D Printing
Hi, my name is Helge, I´m living in the North of Germany
Welcome to my page
Start the hobby with an order from the boss
8 jears ago I´ve got an order from my wife to build a wooden sign.
I design one, made a print out on a laser printer, glue it on a piece of wood, pick my hand held router and tried to engrave it.
For me, the result was bad. The annual rings made it impossible to follow the lines on the paper correctly.
I need something so the router can follow, something like a template. To by it in a shop was to easy for me and it was a very simple font.
I need a 3D Printer
I was looking some videos on YouTube and saw what 3D Printer can do, unbelievable. With an 3D Printer I can print my own templates. Never thinking about how long it will take to print the needed templates. I bought an 3D Printer, that was easy, but now I have to learn 3D modelling. After a while with Fusion 360 and alot of fusion 360 videos I design the templates and startet printing. It took my almost 1 week to print the needed templates, but it worked.
2 weeks later I´ve got an order for 3 wooden sign. Printing is to slow, I need something else.
I think a CNC Router is much better than a 3D Printer
Looking YouTube, my best friend for ideas with videos about CNC Router. With such a machine I will do all the steps in one path.
I bought a chines CNC Router 6040, with 1,5 kW spindle. After a lot of scrap wood, the first sign on the CNC was done.
Thinking about, what else can be done with a maschine like this. What kind of materials are working on it. I tried alot of different stuff, learned alot about materials and router bits and how expensive they are.
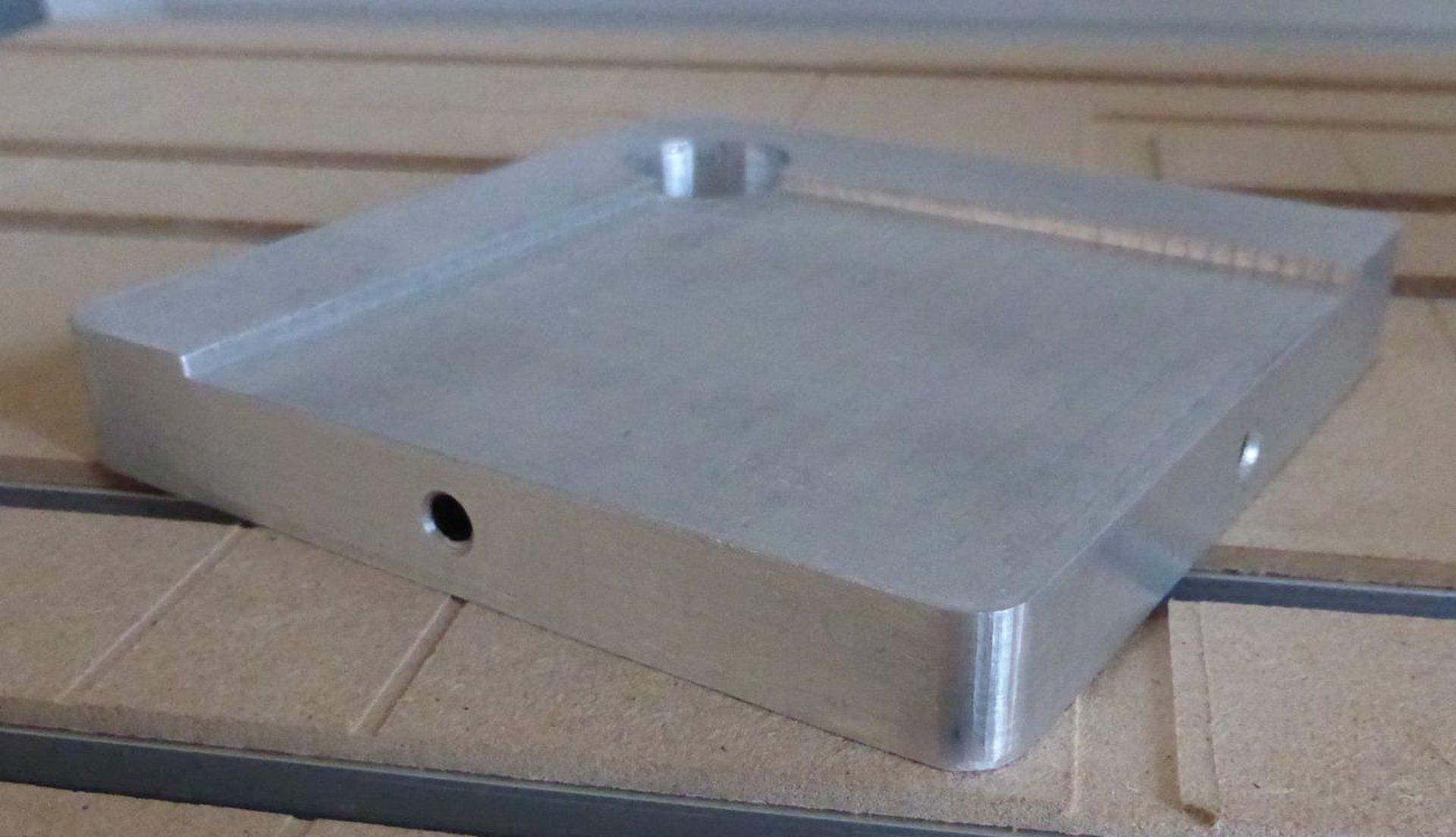
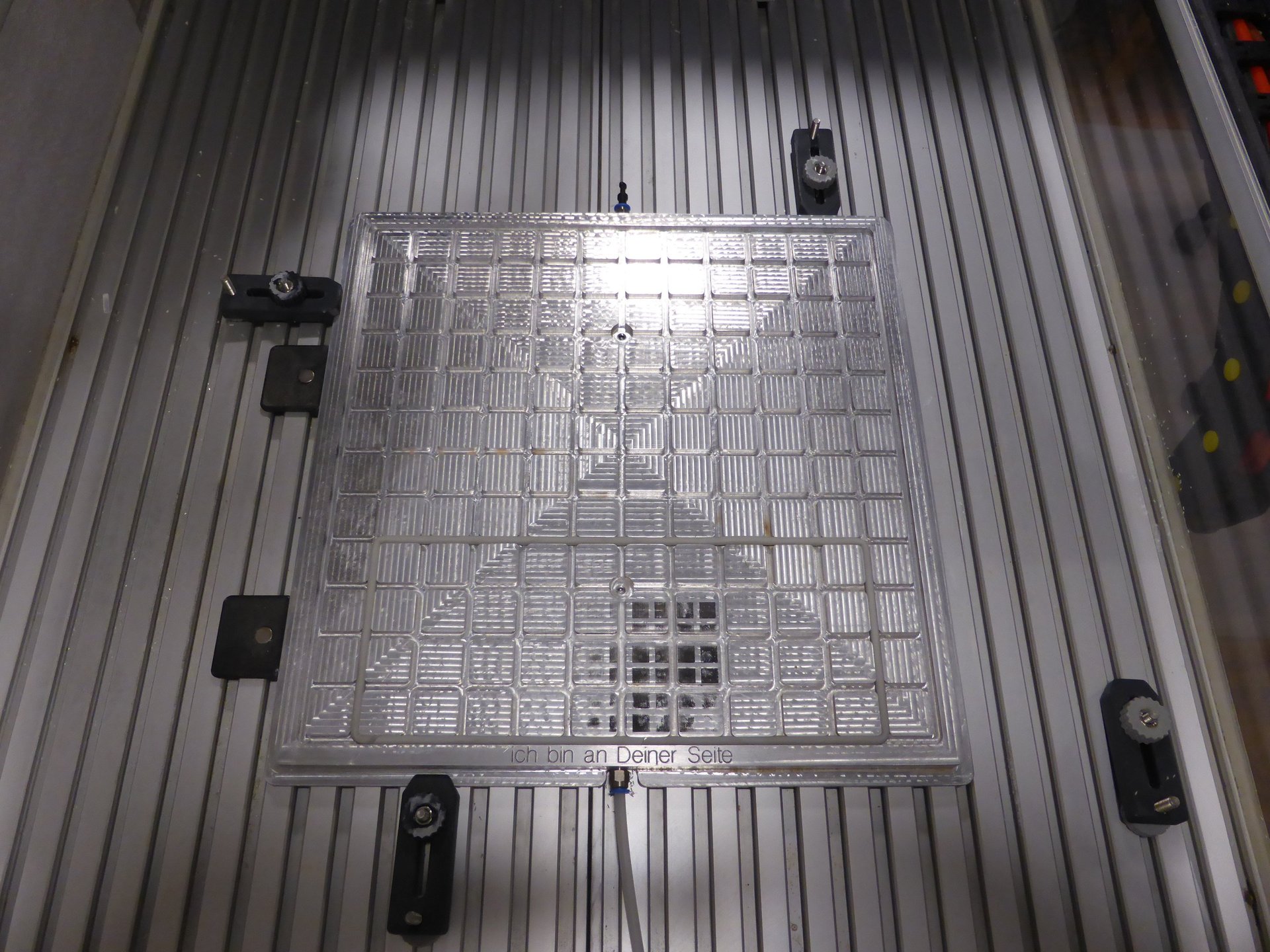
My current CNC is an 6090 with 2,2 kW spindle. It handels Alu, Brass, Acrylic and Steel. I tried stainless steel A4, but this to strong.
Building of additional tools for the CNC was alot of fun:
design a drag knife and connect to CNC
works not bad but a slight problem with the start- and end-point of the knife when cutting
connect a laser module
Engraving with a 5 Watt laser on the CNC is possible but very slow. The switching connector, witch is controlled by Mach3 is very slow. It works, but only for outlines.
design a 3D touch probe
buy one is the easy way, but I develop my own one
...
Laser engraving will make fun
Because the laser engraving on the CNC is very slow and alot of nice things can be done with a laser engraver, I bought an iKier 24W/48W Laserengraver with rotary tool.